
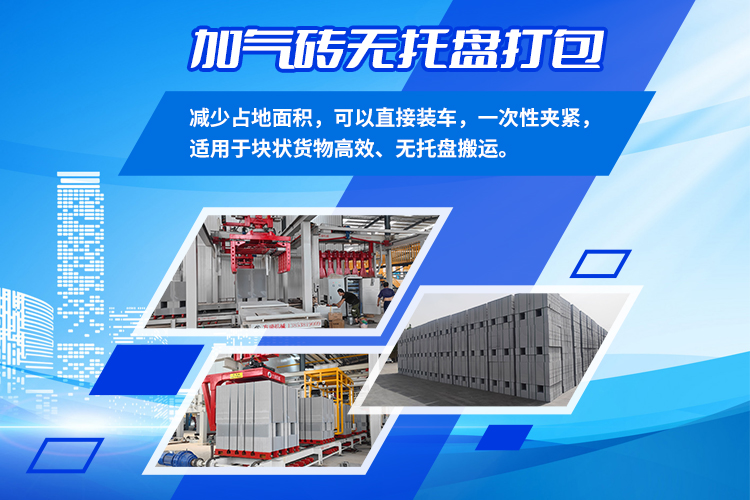
加氣混凝土打包線的采用實現加氣磚廠蒸養后的自動化操作,以前需要多人打包的工作,包裝效率低,而且破損率也高,采用釜后打包機的好處:
1.加氣塊打包線比手工包裝快得多,加氣塊打包線能有效地保證包裝質量。
2.采用加氣塊打包生產線只需要一個操作,破碎率減少,降低了人工打包的廢品率,改善產品質量,增加經濟效益。
3.加氣塊打包線可根據包裝物品的要求,按照需要的形態、大小,得到規格一致的包裝物。
4。自動化程度高,自動感應打包,壓緊、穿帶、焊接、切帶一次性完成,節約了加氣塊打包的時間,節省了大量的人工,提高了效率。





加氣塊設備生產中的小細節您注意到了嗎?
加氣塊設備生產加氣塊是一個比較精密的生產過程,我們要注意每一個細節,才能做出符合規格標準的砌塊。有些生產廠家認為在加氣塊設備生產線之計量工藝過程中有誤差沒關系,對產品影響不大,不重視,但是在砌塊出釜后就傻了眼。
比如,如果加氣塊設備在生產過程中對原材料的稱重不準,在攪拌機中攪拌補均勻,直接影響后續澆注和靜停,切割機在日常使用過程中補維護,在切割砌塊時準確度不高,砌塊切割出來就不整齊,嚴重的甚至就成了廢料。
另外,在加氣塊設備澆注過程中我們經常采用一對一的方式,一次性澆注到一個模框,但是有些廠家為了節約來回澆注過程,采用更大容量的澆注機,在增大澆注容量的過程中,所盛的料漿自然增多,那么在攪拌過程中有肯能出現補均勻,有結塊,料漿無法完全發酵,生產出來的砌塊不合格。有些澆注到一個模中剩余的再次澆注,不能同時澆注到一個模具中,整個坯體不能完全統一靜養。
還有擺渡車,擺渡車在加氣塊設備中的作用不可忽視,在加氣砌塊出釜之后那條擺渡車的作用是為了操作方便,更的形成流水線生產工藝,降低生產成本,出釜后擺渡車可以將使用過的蒸養小車和側底板通過擺渡車送至軌道,然后送到切割機組再次使用,但是有些生產工藝受到場地和實際情況的限制,在出釜后不使用擺渡車,那就需要用吊具將成品堆放,用叉車或是其他方式將出釜后的蒸養小車和模板運送,會給我們的整個生產流程帶來不方便和浪費時間成本。
以上這些都是方盛機械在長年的生產加氣塊設備中總結出來的經驗,希望大家一定重視起來。
加氣混凝土砌塊設備的配套設備
1、翻轉吊機組
將預養完成的坯體(帶模具、模具側板)在空中翻轉90°,并放置在切割小車上,翻轉吊開索器將模具鎖臂開啟,坯體垂直放在側板上,由切割小車運至切割區進行切割。
2、全自動分步式切割機組
翻轉吊具空中進行90度翻轉脫模,坯體垂直放置于側板上方;由1#切割小車帶動坯體行至切割區,先經過橫切裝置,按設定寬度對坯體進行橫向切割,對于加氣板材,坯體兩側需進行銑槽處理;后1#小車行至縱切裝置下方,由液壓置換裝置將側板連同坯體頂起,縱切架帶動鋼絲做鋸裝擺動進行縱向切割。與此同時,1#切割小車返回(運輸下一個坯體);2#切割小車行至縱切裝置下方,承載縱切好的坯體,送至下個工作位置。
3、去廢皮翻轉臺
由半成品吊具將完成切割的坯體連同側板放置到去廢皮翻轉臺的小滑車上,并啟動電磁吸盤,翻轉液壓系統啟動,將坯體連同側板翻轉90°,去皮裝置由上而下運動,將廢料刮去,翻轉液壓系統啟動翻回初始位置,半成品吊具將坯體連同側板吊至釜前蒸養小車上。
4、蒸壓釜
蒸壓釜是加氣混凝土生產過程中重要的設備之一,其提供的高溫高壓環境是產品獲得強度和綜合性能的必要條件。
5、移動式掰板機
蒸養完成的坯體連同側板被運輸裝置送至移動掰板機下,移動掰板機從上層至下層依次掰開(掰開過程可根據成品的強度調整夾緊壓力),掰至底層后,移動掰板機將全部成品夾起,并移至砌塊成品打包線上,將砌塊放置在該打包線上后繼續將板材移至板材輸送打包線上。
掃一掃手機網站






 在線客服
在線客服 13853819009
13853819009 tafangsheng@163.com
tafangsheng@163.com